印前檢查 |
△ 檔案完成下單前,請再次詳細檢查檔案是否符合印刷規範哦!以免印刷成品不符合預期,恕無法退貨!
檔案格式是否正確? |
色彩模式是否CMYK? |
尺寸及出血是否正確? |
文字是否轉外框(曲線)? |
圖片是否嵌入? |
CMYK 顏色是否過重? |
四色黑、四色灰? |
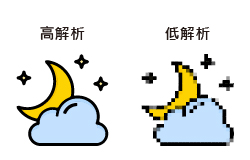
解析度是否足夠? |
文字與框線是否太小太細? |
若有 QRcode 是否太小? |
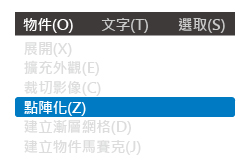
複雜特效請點陣化! |
請勿鎖定圖層! |
無需印刷之物件請刪除! |
後加工是否有標記清楚? |
後加工稿件是否有相對應? |















【小叮嚀】 1. 製作印刷用完稿檔案,除了須具備專業軟體操作技能之外,還請務必參閱本公司網頁之【完稿須知】及各項產品說明之【完稿注意事項】,才能製作出符合印刷規格需求的檔案,若使用非專業軟體(手機 APP、OFFICE系列等軟體)製作,不符合印刷規範,還是確認要照印,造成印刷成品不如預期,恕無法退貨。 2. 審稿人員非設計者不清楚原稿件內容,其餘審稿範圍之外的完稿須知,設計師(製稿人)仍需完善處理,例如:框線或線條太細、色彩太淺(低於 8%)或太深(四色總值超過 250%)、刺蝟字、底色同系列顏色交錯之顏色(黑色100%+黑色95%色塊交錯而成,或顏色太過於接近不易辨別,印製出來顏色可能變成全黑,相近顏色重疊建議至少差異 10 - 15%)、檔案設定值(如疊印、補漏白等)、節點太多、解析度太大,軟體未正確完稿,經轉檔後產生之不可預測變數.....等,皆不在審稿範圍內,若因檔案問題造成印刷瑕疵,恕不負責,檔案設計及結構稿件所造成的印刷瑕疵,恕無法退貨(製稿所產生之問題, 原檔案重印一樣會發生)。 3. 放點子所承攬之印(稿)件,客戶須保證其委託印刷具有合法權,並無侵害他人智慧財產權或其他任何權利;若有第三者主張權利時,應由客戶出面負責解決並自行負擔所有律師費、訴訟費等,且須賠償放點子因此所致之一切損害。 |
完稿須知 |
檔案格式 | 尺寸 | 文字、框線 | 顏色 | 圖片 | QRcode | 黑稿 | 刀模
▼ 檔案格式 |
Illustrator cs5 |
Photoshop |
CorelDRAW X5 |
| ||
■ 若版本較高,請先降存並再次檢查檔案是否正常, ai 請降存 cs5 版本、 cdr 請降存 X5 版本。 ■ PDF 僅適用部分商品,例:少量數位商品。 | |||||




▼ 尺寸(出血、安全範圍) |
| |||
安全範圍 ▌ | ■ 除了做出血外,重要圖文請離完成尺寸(裁切線) 2mm 以上,避免被裁切到。 | ||
完成尺寸(裁切線) ▌ | ■ 實際拿到成品尺寸。 | ||
完稿尺寸(出血線) ▌ | ■ 裁切與其他加工會有 1-3mm 誤差,為了避免露白,請做足四邊各 3mm 出血。 ■ 出血請將底色或底圖延伸,勿留白或做色塊。 註 出血是避免成品因裁切誤差,導致裁掉重要內容或露白(留下白邊)的情況。 | ||

▼ 文字、框線 |
文字轉外框/曲線 |
字級 6pt 以上 |
線條 0.57pt(0.2mm) 以上 |
雙影(若太小太細勿多色) |




文字轉外框/曲線 ▌ | ■ 避免因本公司沒有您的字體,導致文字跑掉。 | ||
字級 6pt 以上 ▌ | ■ 字級過小,會糊在一起看不清。較小的字建議用單色,以免因套印不準產生雙影。 | ||
線條 0.57pt 以上 ▌ | ■ 過細或顏色太淺,易產生斷線或不清楚。較細的線條建議用單色,以免因套印不準產生雙影。 |
▼ 顏色 |
色彩模式CMYK |
螢幕是RGB/印刷是CMYK |
沒有印PANTONE色 |
合版印刷CMYK總值250內 | ||
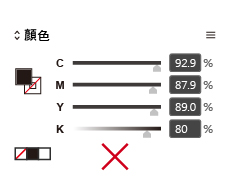
勿使用四色黑 |
疊印(K100為直壓) |
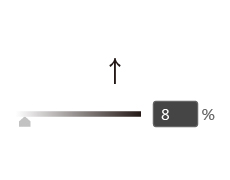
顏色數值勿低於 8% |
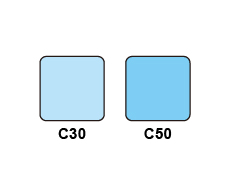
顏色勿過於接近 |





色彩模式CMYK ▌ | ■ 勿使用 RGB 模式, RGB 是螢幕用色,直接印刷一定會產生色偏問題,故調整成 CMYK 可降低色偏程度。 ■ 勿使用 Pantone 或自訂特別色色票,本公司商品目前除了現成信封套印外,皆使用 CMYK 四色印刷。 | ||
CMYK總值250內 ▌ | ■ 因紙張吸墨性有限,若墨色過重,油墨不易乾燥,容易造成背印(如同蓋印章一樣,墨水未乾印到另一面,產生髒點),合版印刷商品類最須注意。 註 背印指印件的油墨還未完全乾燥,每張印件背面沾黏到下一張正面的油墨。 | ||
黑色 ▌ (四色黑、四色灰) | ■ 黑色與灰色請填 K 單色或 CMYK 四色總值在 250 內,勿使用四色黑、四色灰,以免墨色太重造成背印或產生雙影。 ■ 顏色 K100% ,為黑色直壓,底下不可襯有其他顏色,以免造成疊印。 ■ 若怕疊印可改成 K99% ,或 C10% K100% 變冷黑色。 | ||
顏色勿過於接近 ▌ | ■ 顏色數值勿低於 8% ,否則可能無法印出。 ■ 顏色建議至少差 10-15% 以上,避免過於接近,印刷出來變成單一顏色。 |
▼ 圖片、點陣化 |
圖片嵌入 |
解析度需足夠 |
點陣化(特效、不透明遮色片...等) |
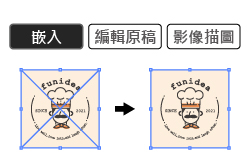
圖片嵌入 ▌ | ■ 若圖片無嵌入,沒有連結檔會遺失。 | ||
解析度 ▌ | ■ 印刷彩色部分最低 300dpi 為佳,黑白部分最低 600dpi 為佳,以免印刷成品模糊。 ■ 大圖輸出最低 150dpi 為佳(大尺寸),以免印刷成品模糊。 ■ 若原圖片解析度不足,欲使用繪圖軟體調高解析度,是無用的,印刷成品一樣會模糊哦! | ||
點陣化 ▌ | ■ 檔案內若有製作「濾鏡」、「透明度」、「不透明度剪裁遮色片」、「特殊材質填色」、「輪廓圖」、「漸變」、「立體化」、「下落式陰影」、「筆刷物件」等特效,請將它點陣化成一張圖片,以免 RIP(光柵圖像處理器)解譯時出現無法預知的錯誤,傳檔前請再次檢查,以避免成品與預期不同。 |
▼ QR code |
尺寸1cm以上為佳 |  勿設計白色QRcode |

■ 尺寸 1cm 以上為佳,過小可能無法讀取。 ■ 勿設計白色或顏色太淺的 QRcode ,以免無法讀取。 |
▼ 黑稿 |
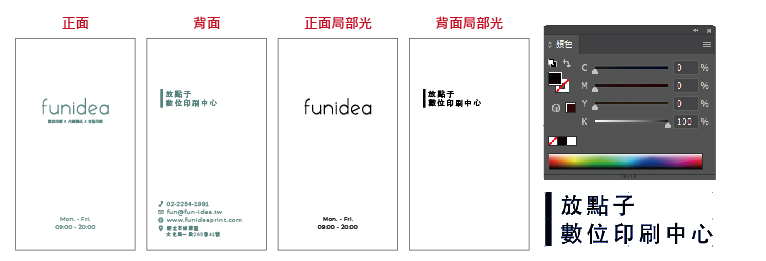
局部上光 |
燙金 |
打凸 |
打凹 |
冷燙 |
白墨 | ||
■ 局部上光、燙金、打凸、打凹、冷燙、白墨,皆須要做黑稿。 ■ 「黑稿」是讓機器判讀哪個位置需要做加工,請在需加工相對應的位置上,製作 K100% 填色。 | |||||||
| ■ 黑稿如何製作? step1. 先複製一個一模一樣的出來 step2. 把要局部光的地方和外框留著 不要的刪掉 step3. 把留著的地方變成 K100%的填色 完成! | ||||||






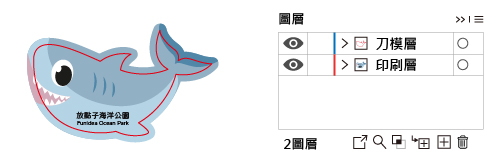
▼ 刀模 |
■ 軋型、割型,皆須要畫刀模線,檔案格式僅收 Ai cs5 版本(Illustrator cs5)。 ■ 在需切割的地方畫上刀模線,與印刷圖層分開。 |